

 English
English  中文简体
中文简体 Español
Español عربى
عربى русский
русский ไทย
ไทย Indonesia
Indonesia Tiếng Việt
Tiếng Việt



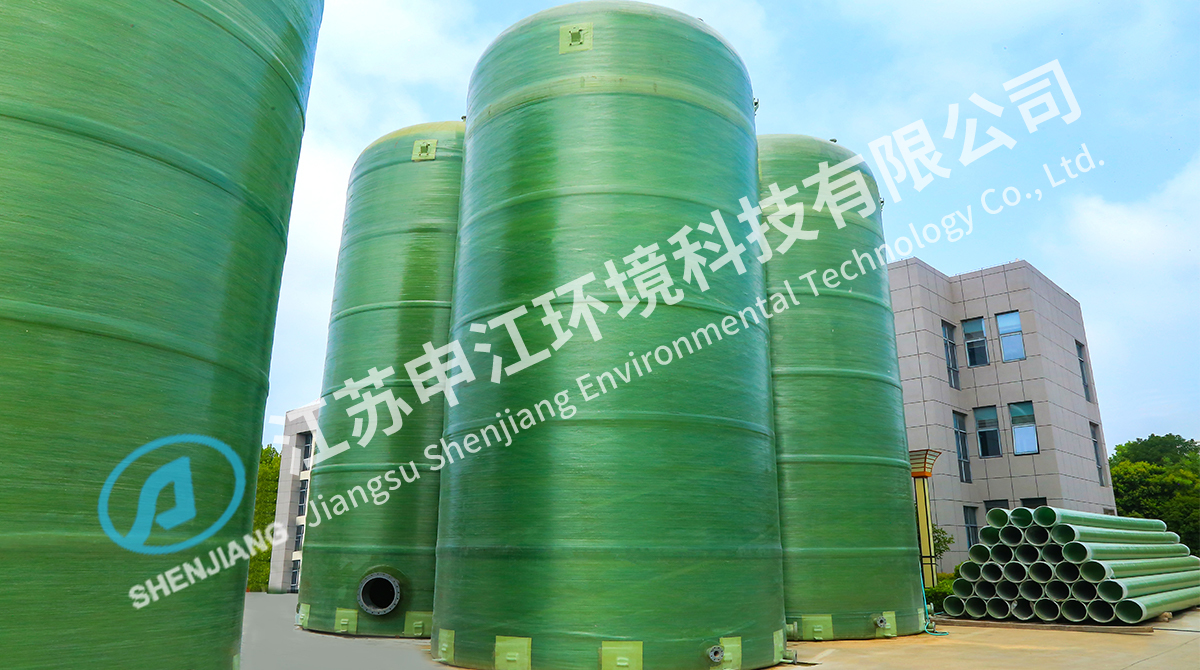
FRP vessels are lightweight, strong, and corrosion-resistant. The good characteristics of this type of container include large capacity, small footpri...
-

-

The FRP scrubbing tower is made of reliable fiberglass material, which effectively meets the material requirements of various corrosive media. Compare...
-

The FRP absorption tower and scrubbing tower are made of high-performance FRP materials, which effectively meet the usage requirements of a variety of...
-

Traditional vacuum tanks usually use carbon steel rubber lining technology. As the use time of this design increases, the adhesion between the rubber ...
-

FRP process pipeline, also known as FRP composite pipeline, is a pipeline made of glass fiber and resin composite material. FRP is a composite materia...
-

Waste gas transmission pipelines are mainly used for waste gas emissions in petroleum, chemical industry, chemical fiber, pharmaceutical, printing and...
-

FRP chimney is a kind of flue gas treatment equipment made of FRP as the main material. It is widely used in electric power, fertilizer, chemical indu...
-

FRP heat-resistant pipes are widely used in industries such as industry, chemical industry, and construction. Their good physical properties enable th...
-

FRP water supply and drainage pipelines have good corrosion resistance and can effectively resist long-term erosion by various chemical media, includi...
-

FRP seawater submerged pipe is a high-performance pipe material designed to resist long-term corrosion from a variety of chemical media. Its good corr...
-

FRP elbows are a high-performance pipe fitting widely used in modern industry, with good corrosion resistance and mechanical strength. This product ca...
-

The FRP bent tee is a key component widely applied in modern industrial pipeline systems due to its reliable physical and chemical properties. Made fr...
